企业公告:

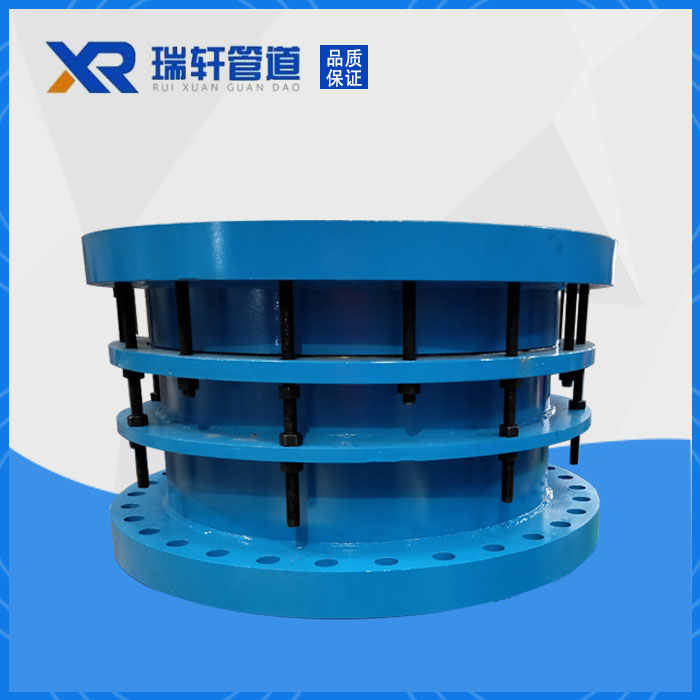
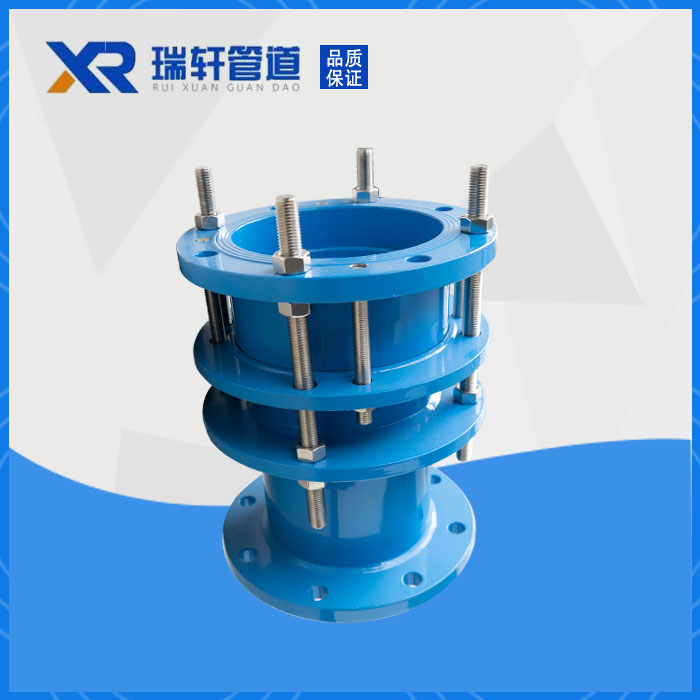
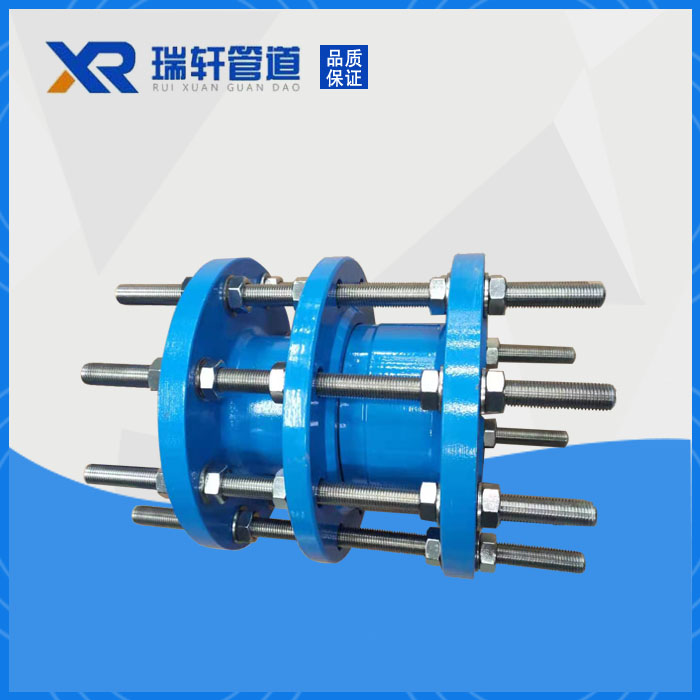
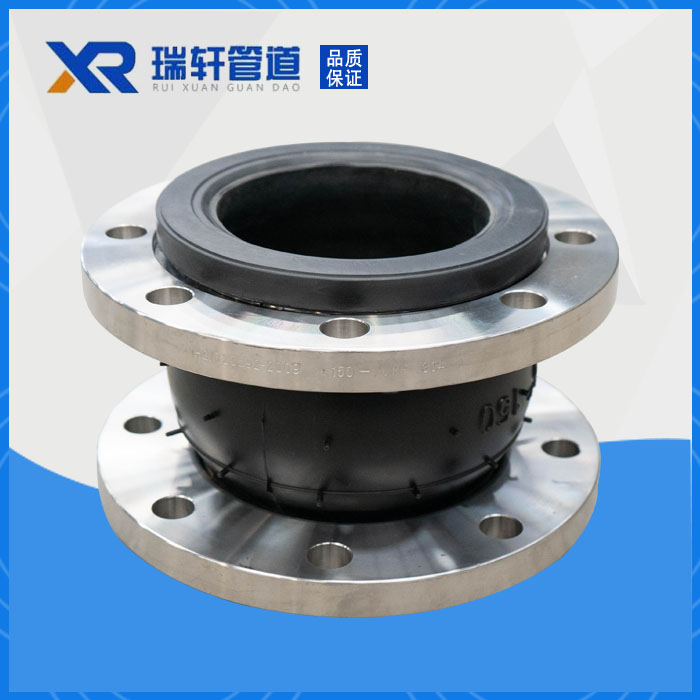
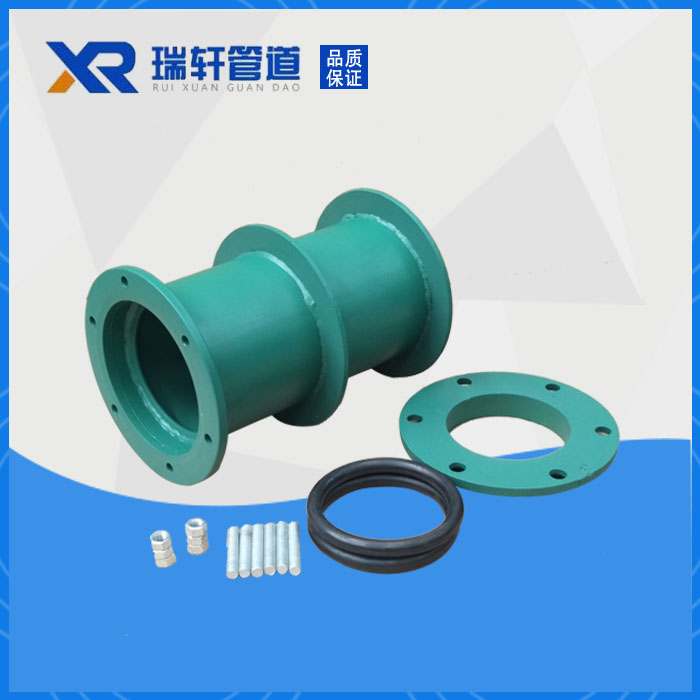
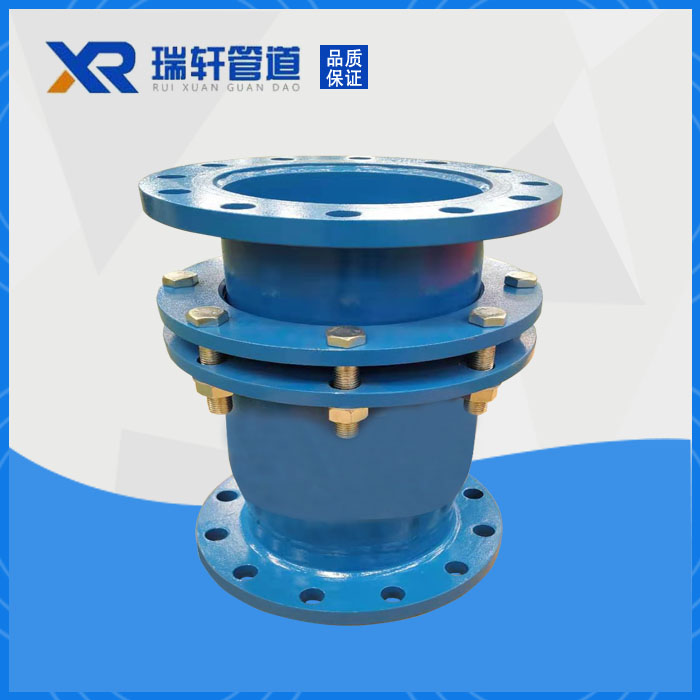
直埋式套筒伸缩器、法兰式套管伸缩接头、手柄对夹式蝶阀
名称:巩义市瑞轩管道设备厂
地址:河南省巩义市西村镇永安路
邮编:451200
联系人:陈先生
手机:15093193538
联系电话:0371-64032400
传真号码:0371-64032500
碳钢钢制伸缩接头氨系统采用无缝钢管为主材,使用中就可能生锈。碳钢钢制伸缩接头的腐蚀不是氧化作用,而是原电池反应。表面潮湿就可能引致腐蚀的发生。这种情况主要集中在碳钢钢制伸缩接头管道接调节站处,凡是从碳钢法兰式伸缩器保温层内向外伸出的管道多是这种情况。虽然管路都有作油漆保护,但实际上难以保证漆层在微观上完全覆盖金属,难免有“针孔”等缺陷存在,严重的是针孔暴露的钢铁是阳,形成大阴小阳的高危点蚀,穿孔易于发生。
新建时碳钢钢制伸缩接头油漆的质量还好控制一点,后期碳钢法兰式伸缩器运行中的维修,低温管段难于保障表面干燥,油漆施工更易流于形式。此类地方宜采用304不锈钢碳钢法兰式伸缩器代替碳素碳钢法兰式伸缩器。不同材质相焊接,优先选择钎焊。304不锈钢与碳钢如采用电焊焊接,应尽可能采用直流焊机,碳钢钢制伸缩接头焊前焊条须经150℃左右烘焙一小时,碳钢钢制伸缩接头焊条标号为A302(GBE309-16)是钛钙型药皮的23铬13镍的不锈钢焊条。碳钢法兰式伸缩器打底时根据焊接位置不同,可以采用不同的送丝方法(内送丝、外送丝),碳钢法兰式伸缩器确保根部焊透熔合良好并有效控制焊缝背面高度。
一般,碳钢钢制伸缩接头焊缝4点钟-8点钟位置采用内送丝方法,其余焊接位置采用外送丝焊接方法。填充及盖面过程中一般采用拖丝焊,利用瓷嘴在碳钢钢制伸缩接头坡口或者焊缝上面进行锯齿滚动,根据瓷嘴滚动和前移幅度的大小来掌握焊缝宽窄度及焊缝余高。碳钢法兰式伸缩器送丝过程中要均匀连续,送丝速度可以根据电流大小、焊接速度来确定。碳钢法兰式伸缩器点固焊采用与正常焊接时相同的焊接工艺参数,点固焊长度10-15mm,厚度1mm左右,于焊缝3点钟位置和9点位置各焊一处。
碳钢钢制伸缩接头点固焊后采用手持式磨光机将点固焊点的两端修磨,打磨出45的斜坡,随后将不锈钢管进行3-5°反变形。送丝法将碳钢法兰式伸缩器焊丝端部送置于电弧引燃处,连续送丝形成滴铁水,随后滚动磁嘴将碳钢钢制伸缩接头引燃的电弧摆动至坡口边另一侧钝边处,连续或断续送丝形成个熔孔,连续或断续送丝待坡口两侧熔合良好后向上滚动磁嘴,随后碳钢法兰式伸缩器以连续或断续送丝方式形成个熔孔,并以此方式形成打底碳钢法兰式伸缩器焊道,打底层厚3mm。收头:打碳钢钢制伸缩接头底层焊道前后两面,由下而上焊接至12点处时将进行收头处焊接,此时形成一个直径约5mm的圆孔,由于碳钢钢制伸缩接头管内氩气流量较大向外溢出强烈形成负压,无法进行正常焊接,需调节焊缝背部充氩气体流量,氩气流量至2-3L/min。待收头初无负压时方可进行收头处焊接,以避免产生根部未熔合缺陷。