企业公告:

直埋式套筒伸缩器、法兰式套管伸缩接头、手柄对夹式蝶阀
名称:巩义市瑞轩管道设备厂
地址:河南省巩义市西村镇永安路
邮编:451200
联系人:陈先生
手机:15093193538
联系电话:0371-64032400
传真号码:0371-64032500
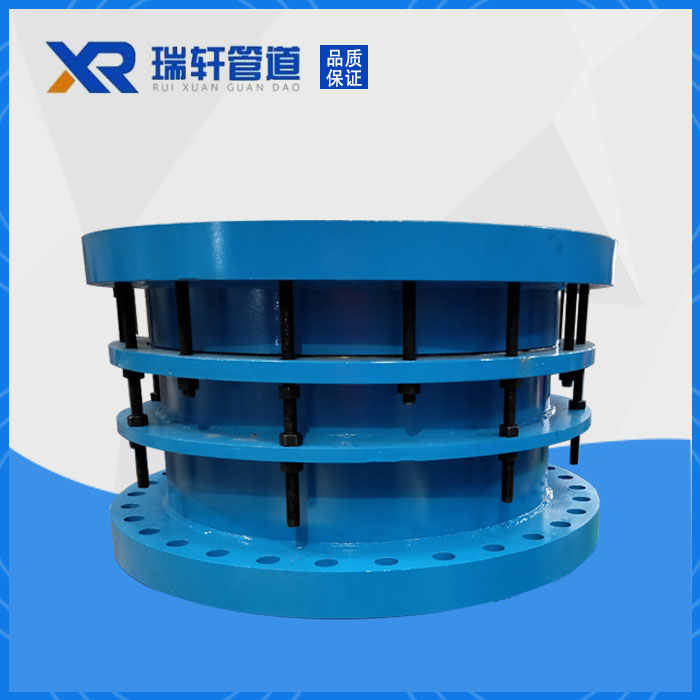
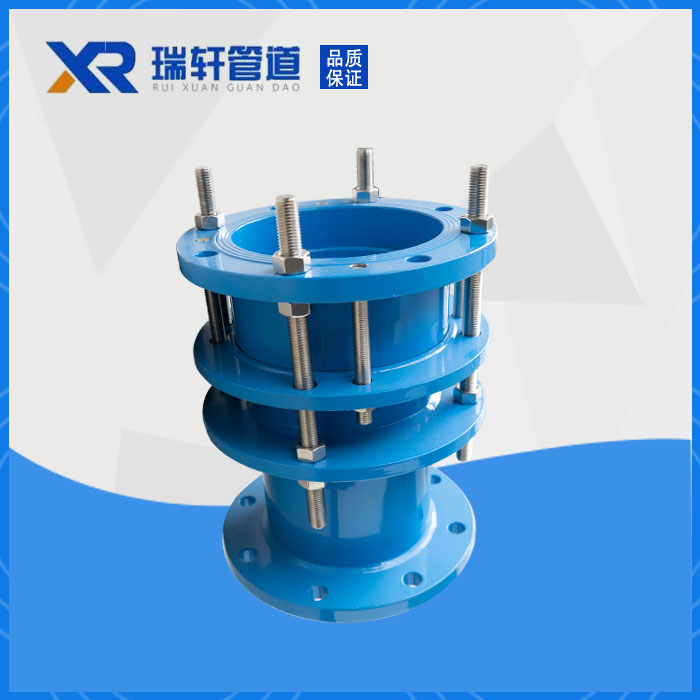
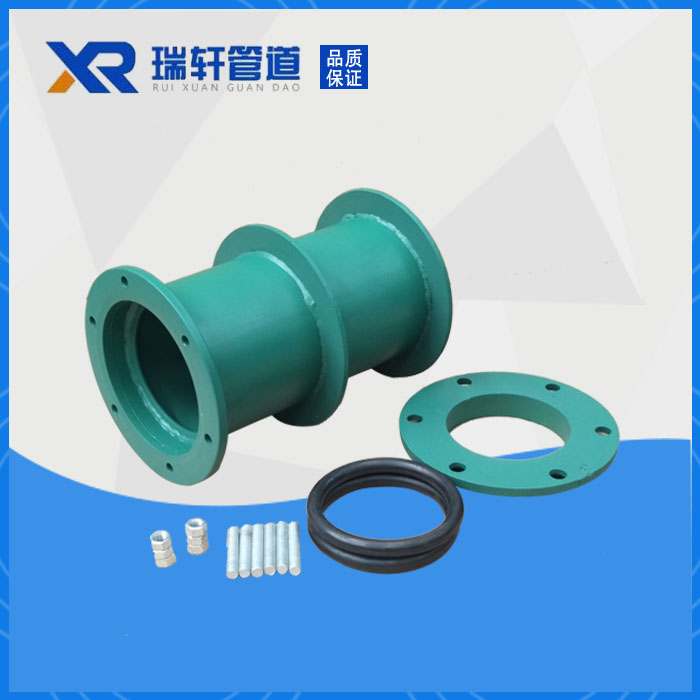
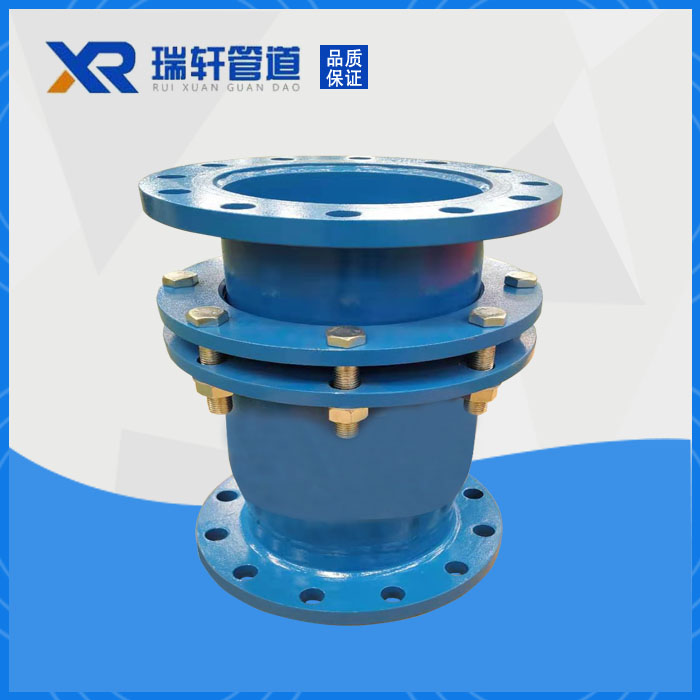
双法兰传力接头是由法兰松套伸缩接头和短管法兰、传力螺杆等构件组成,能降低被连接件的压力推力(盲板力)和补偿管路安装误差。双法兰传力接头主要用于泵、阀门等附件的松套连接。影响双法兰管道传力接头密封性能的主要因素有哪些。双法兰管道传力接头的加工精度如有不合格,则会影响密封圈的密封效果。对于影响传力接头的密封性能的因素尽量采取措施规避,以保障工作安全。
焊接工艺即影响到传力接头品质的优劣,因而针对想选购传力接头的顾客而言。掌握传力接头焊接工艺是十分需要的。传力接头的焊接方法一般分电弧焊接、自动焊焊接和纤焊三大类,伴随着激光焊接的运用,须对焊接完成无损检测技术。如今传力接头的焊接工艺已能焊好无內外缺点的、物理性能等同于乃至超过被连接体的焊接。接头处的抗压强度除开会遭受焊接品质危害外,还和它的规格、样子、承受力部位和运行情况等相关。如今传力接头焊接方式分成手工制作电焊焊接和自动焊接二种。由于自动焊接技术性现在还心智不成熟,传力接头的电焊焊接以手工制作焊为主。手工制作电焊焊接关键分成甲基纤维素焊丝下向焊和低氢焊丝下向焊。手工电弧焊往上焊技术性是在我国过去管路施工过程中的具体焊接工艺,其特征为支管组对空隙很大,电焊焊接操作过程中选用息弧操作方法进行,各层焊层薄厚很大,电焊焊接速率低。手工电弧焊方式灵便简单、适应能力强,其下向焊和上向焊二种办法的有机结合及甲基纤维素焊丝优良的根焊适应能力在许多场所下仍是自动焊机方式所无法替代的。自动焊接是传力接头电焊焊接发展趋势的大势所趋,管路自动焊机技术性因为电焊焊接率,劳动效率小,电焊焊接全过程受人为要素干扰小等优点,在大口径、厚壁管管路生产制造中运用发展潜力非常大。
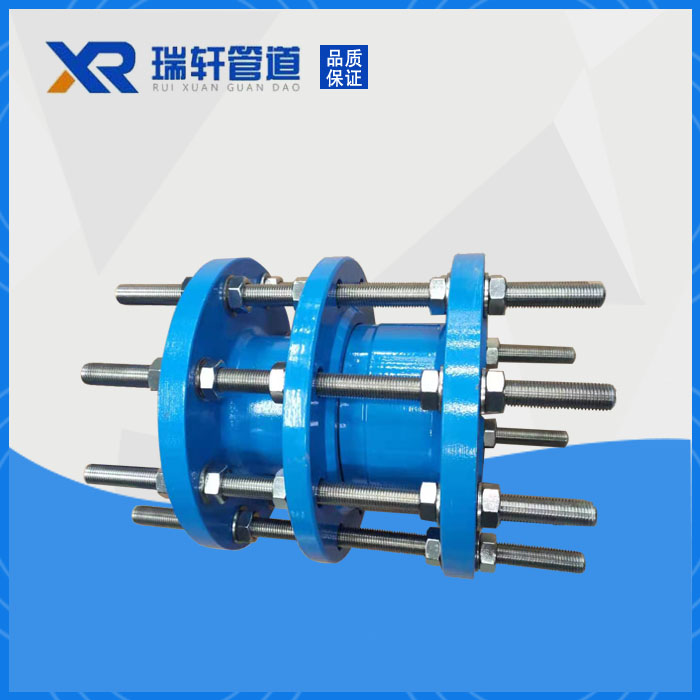
其实双法兰传力接头的问题多数还是因为安装时不能达到管道设计、补偿设计、强度和稳定设计标准。在加上管材和管件使用不当,或应用场所不符合条件而存在质量问题,不同系统应采取的技术措施不够。温度变化,由于产生温差,管材热胀冷缩运动改变着管材受力状态,应力分布与大小得不到补偿控制,会引发许多问题。施工操作质量不佳,留下后患等等原因。然而受内部介质和外部环境因素的影响,双法兰传力接头产品会受到侵蚀腐蚀。那么这就影响了产品的寿命,严重的造成损坏使得管道泵阀不能正常工作。所以一般在产品采用该规格的不锈钢材进行制作,外部在进行喷一定的防腐漆层。使得产品的寿命更长,使用起来更加有保障。但是产品的高质量只是其一,我们在安装的时候还要严格按照技术人员和图纸进行安装,只有严格安装,才能是产品发挥出完整的性能。