企业公告:

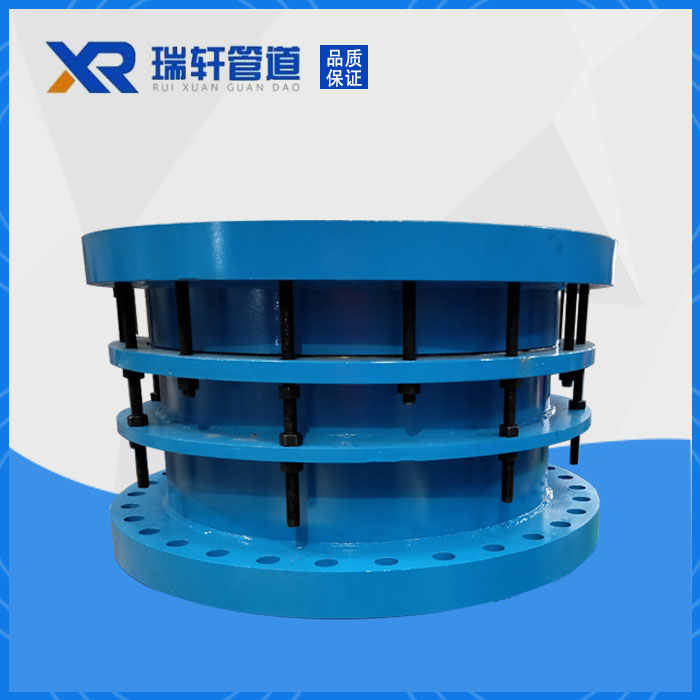
直埋式套筒伸缩器、法兰式套管伸缩接头、手柄对夹式蝶阀
名称:巩义市瑞轩管道设备厂
地址:河南省巩义市西村镇永安路
邮编:451200
联系人:陈先生
手机:15093193538
联系电话:0371-64032400
传真号码:0371-64032500
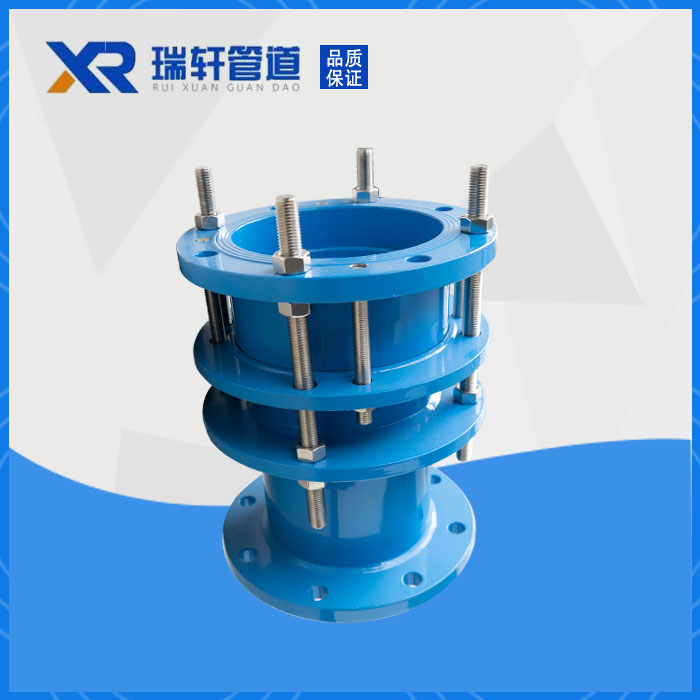
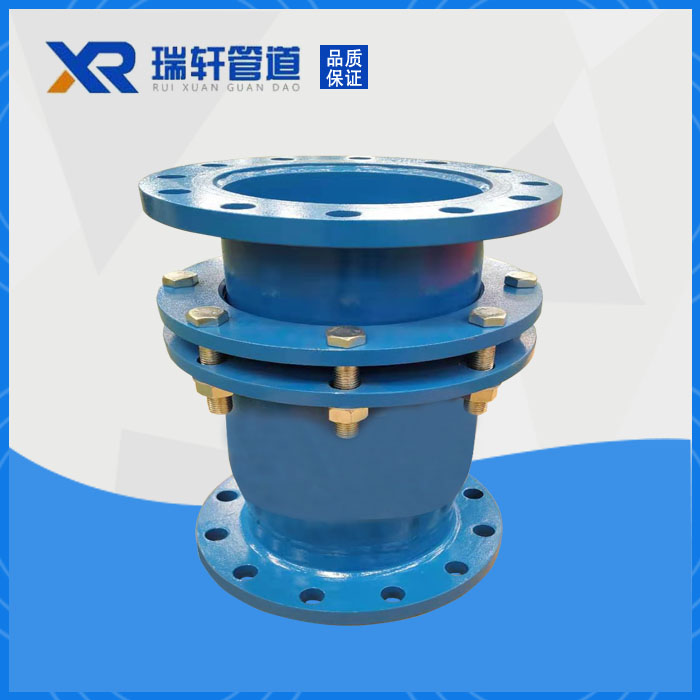
法兰限位伸缩接头在应用前要进行焊前的预热,这样可以大大提高双法兰限位伸缩接头的性能安全,提高工作效率,那么在进行焊前预热的时候又该怎么进行呢?
伸缩接头进行焊前预热的焊件,基层间温度应在规定的预热温度范围内,当焊件温度低于0摄氏度时,钢材的焊缝应在始焊处100MM范围内预热到15摄氏度以上,对有应力腐蚀的焊缝,应进行焊后预热处理。
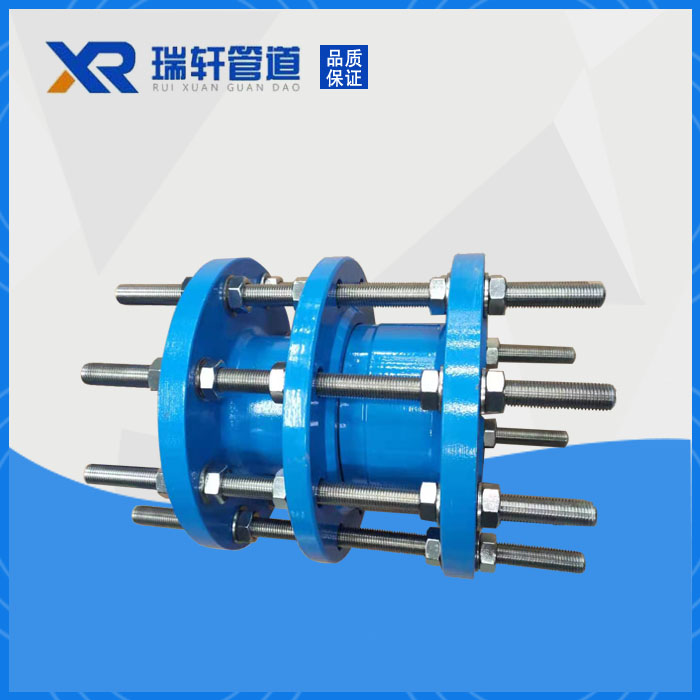
非奥氏体异种钢焊接时,应按焊接性较差的一侧钢材选定焊前预热和焊后热处理温度,但焊后热处理温度不应超过另一侧钢
材的临界点。调制刚焊缝的焊后热处理温度,应低于其回火温度。双法兰限位伸缩接头焊前预热及焊后热处理时,应测量和记录其温度,测温点的部位和数量应合理,测温仪表应经计量检定合格,对容易产生焊接延迟裂纹的钢材,焊后应及时进行焊后热处
理,当不能及时进行焊后热处理时,应在焊后立即均匀加热至200-300℃。进行保温暖冷,其加热范围应于焊后热处理要求相同。
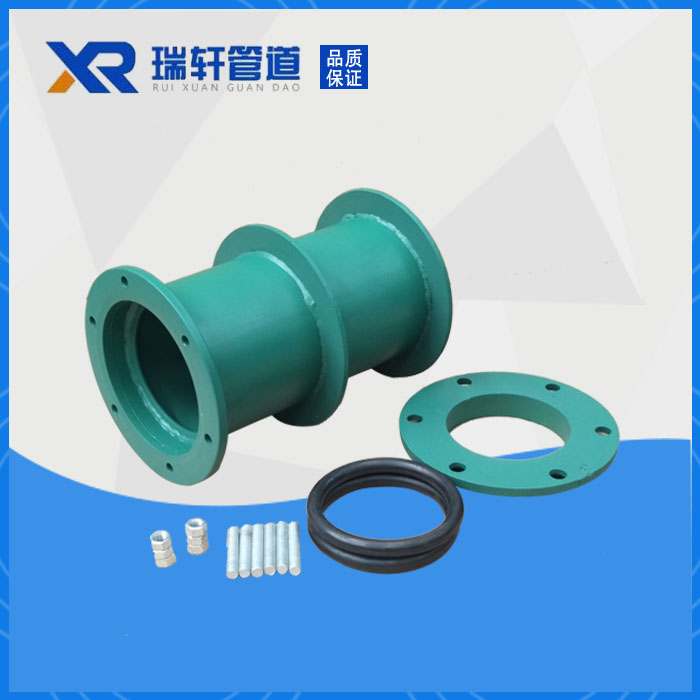
双法兰限位伸缩接头的材质分一下几点:
1、双法兰限位伸缩接头的套管和法兰盘的材料为20,螺栓材料为35,制动螺钉材料为2CR13。
2、除介质为油类外,其他适用管路的伸缩接头的钢制零件就热镀锌处理。
3、一般状态下安装尺寸为L1,根据接头使用的目的,可相当调整L1的数值,但最大直不得超过1.5L1。
我厂一贯奉行“用户至上,质量第一”的经营宗旨,始终坚持“重合同守信用”的指导原则,严格执行热情周到的服务制度,保持和发扬了良好的职业道德风尚。欢迎新老用户光临指导,实地考察,垂惠合作。